

机器视觉有时简称MV,是一种技术和方法,用于为工业和制造业领域的自动检测、过程控制和机器人导航等应用提供基于成像的自动检测和分析。它为检测产品中的缺陷、缺陷和不规则现象提供了成像信号。机器视觉检测系统,设计用于离线检测或在线检测,对于离线应用,系统是独立于生产线,项目通常是作为产品制造。而对于在线应用,系统需要安装在生产线内,在项目成为产品之前进行检测。下面,我们将讨论了解什么是机器视觉检测系统?它是如何工作的?
了解机器视觉检测系统
系统的主要核心是机器可视化软件,这强调了眼睛检测被视觉数据信号所取代。机器视觉是指利用机器视觉设备将采集到的产品图像转换成图像信号的技术。图像采集装置,CMOS或CCD)。该信号将被发送到处理系统,然后根据像素分布、亮度、颜色等传输到数字信号,系统将这些信号一起计算和识别以确定目标特征,然后实时地控制设备的动作。
另一方面,机器视觉使用数字输入和输出来操纵机械部件。依赖于机器视觉的设备通常在产品检验中被发现,他们通常使用数码相机或其他形式的自动视觉来执行传统上由人工操作人员执行的任务。然而,机器视觉系统“看见”的方式与人类视觉截然不同。
机器视觉系统的组成可能各不相同,但在大多数情况下都有几个共同的因素。这些要素包括:
1、用于获取图像的数字或模拟相机
2、一种图像数字化的方法,如照相机接口
3、处理器
当这三个组件组合成一个设备时,它就被称为智能相机。机器视觉系统可以由具有下列附加功能的智能相机组成:
1、输入输出硬件
2、透镜
3、光源,如LED照明灯
4、图像处理程序
5、用于检测和触发图像采集的传感器
6、执行器对有缺陷的零件进行分类
检测系统的工作过程
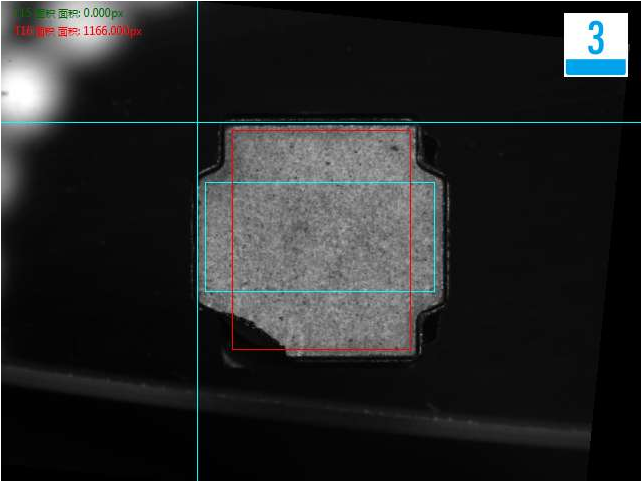
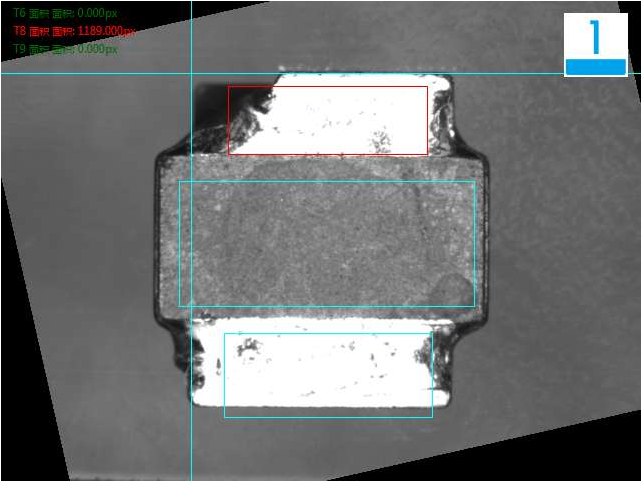
要理解机器视觉系统是如何工作的,想象它执行一个典型的功能(如产品检测)可能是有帮助的。首先,传感器检测产品是否存在。如果确实有一个产品经过传感器,传感器将触发照相机来捕捉图像,并触发光源突出显示关键特征。接下来,一种名为框架抓取器的数字化设备将摄像机的图像转换成数字输出,然后将其存储在计算机内存中,以便通过软件进行操作和处理。
为了处理图像,计算机软件必须执行几个任务。首先,将图像的分级简化为简单的黑白格式。然后,利用系统软件对图像进行分析,根据预定的准则识别缺陷和合适的分量。在对图像进行分析后,根据机器视觉系统的检测结果,产品将通过或不合格的检测。
超越产品检验,机器视觉系统还有许多其他的应用。依赖视觉库存控制和管理的系统,如条形码读取、计数和存储接口,通常使用机器视觉系统。大规模工业产品的运行还使用机器视觉系统来评估产品在生产过程中的各个阶段,并与自动机械臂一起工作。甚至食品和饮料行业也使用机器视觉系统来监控质量。在医学领域,机器视觉系统被应用于医学成像和检测过程中。
 微信在线咨询
微信在线咨询